Значительную
долю станочного парка составляют станки
токарной группы. По классификации токарные станки относятся к
1-й группе. Она включает девять типов станков, отличающихся по назначению,
конструктивной компоновке, степени автоматизации и другим признакам.
На
токарных станках обрабатывают детали типа валов, дисков и втулок, осуществляя
обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание
канавок и отрезку, растачивание отверстий (цилиндрических, конических и
фасонных), обтачивание конических и фасонных поверхностей, сверление,
зенкерование и развертывание отверстий, нарезание наружной и внутренней резьбы
резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы,
накатывание рифленых поверхностей.
Главным
движением токарного станка, определяющим скорость резания, является вращение
шпинделя, несущего заготовку. Движением, определяющим величины продольных и
поперечных подач, является движение суппорта, в котором закрепляют резцы, а при
обработке концевым инструментом движение подачи получает задняя бабка токарного
станка.
Токарные
станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя,
несущего приспособление для установки заготовки обрабатываемой детали, делятся
на горизонтальные и вертикальные. Вертикальные токарные станки предназначены в
основном для обработки деталей значительной массы, большого диаметра и
относительно небольшой длины.
Применение
на токарных станках дополнительных специальных устройств (для шлифования,
фрезерования, сверления радиальных отверстий и других видов обработки)
значительно расширяет технологические возможности оборудования.
Наиболее распространенные токарные станки
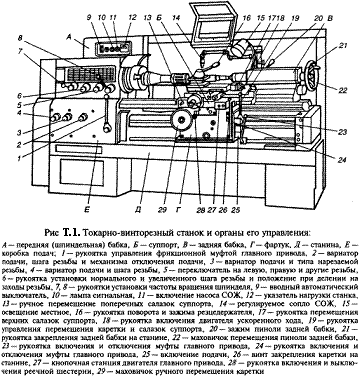
Токарный станок 16К20 (рис.Т1).
Предназначен для выполнения различных токарных работ: нарезания левой и правой
метрической, дюймовой, одно- и многозаходных резьб с нормальным и увеличенным
шагом, нарезания торцевой резьбы и т.д.
Токарный
станок 16К20-базовая модель, изготавливаемая с расстоянием между центрами 710,
1000, 1400, 2000 мм. На ее основе выпускают несколько модификаций:
Токарный
станок 16К20Г с выемкой в станине, 16К25 облегченного типа для обработки
заготовок диаметром 500 мм над направляющими станины, 16К20П повышенного класса
точности, 16К20Ф3 с программным управлением и
различные специализированные станки, предназначенные для обработки конкретной
детали по чертежам заказчиков.
Токарный станок 16К20 имеет широкие технологические возможности, на нем
можно обрабатывать заготовки, как из незакаленной, так и закаленной стали. В
качестве шпиндельных опор применены подшипники особо высокой точности. Поэтому
станок имеет повышенную жесткость конструкции. Это позволяет вести обработку с
большими силами резания, полностью используя мощность привода.
Карусельные токарные станки применяют для обработки
заготовок тяжелых деталей большого диаметра, но сравнительно не большой длины.
На них можно обрабатывать и растачивать цилиндрические и конические
поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить,
зенкеровать, развертывать и др. При этом каждая последующая по размеру модель
станка позволяет обрабатывать заготовку в 1,25 раза большую по диаметру, чем
предыдущая, т.е. у карусельных токарных станков принят знаменатель размерного
ряда φ=1,26.
По
компоновке карусельные токарные станки подразделяют на одно - (рис.Т3) и
двухстоячные. Двухстоячные станки предназначены для обработки деталей свыше
2000 мм. Карусельные токарные станки, на которых обрабатывают заготовки
диаметром свыше 6300 мм, выпускают поштучно, и их принято называть уникальными.
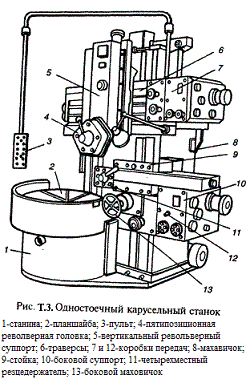
Станок 1512 (одностоечный
карусельный токарный).
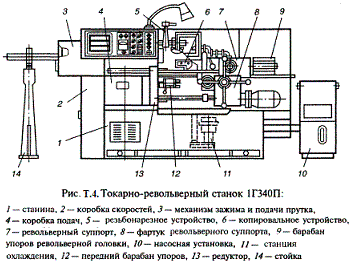
Токарно-револьверные станки.
Применяют в серийном производстве для изготовления деталей сложной конфигурации
из прутков или штучных заготовок. В зависимости от этого токарно-револьверные
станки делятся на прутковые и патронные. На токарно-револьверных станках можно
выполнять почти все основные токарные операции. Применение таких станков
рационально в тех случаях, если по технологическому процессу обработки
заготовки требуется последовательное применение различных режущих инструментов
(резцов, сверл, разверток, метчиков и др.). Инструменты в необходимой
последовательности крепят в соответствующих позициях револьверной головки и
резцедержателях поперечных суппортов. Все режущие инструменты устанавливают
заранее при наладке станка, и в процессе обработки их поочередно или
параллельно вводят в работу.
При
наличии специальных державок можно в одном гнезде револьверной головки
токарного станка закрепить несколько режущих инструментов. Ход каждого
инструмента ограничивается упорами, которые выключают продольные и поперечные
подачи. После каждого рабочего хода револьверная головка поворачивается и
рабочую позицию занимает новый режущий инструмент.
По
конструкции револьверные головки станка делят на станки с вертикальной и
горизонтальной осями вращения револьверной головки. Револьверные головки, кроме
того, бывают цилиндрические и призматические.
Преимуществами
токарно-револьверных станков по сравнению с токарными являются возможность
сокращения машинного времени в результате применения многоразовых головок и
одновременной обработки инструментами револьверной головки и поперечного
суппорта, и сравнительно малой затраты вспомогательного времени в результате
предварительной наладки станка на обработку несколькими инструментами.
Примеры: 1Д325П;
1Г340П; 1В340 ФЗО с ЧПУ
Токарные автоматы и полуавтоматы
Токарные
автоматы и полуавтоматы могут быть универсальными, специализированными,
горизонтальными и вертикальными, одно- и многошпиндельными. Одношпиндельные
прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и
фасонно-продольные. Одношпиндельные токарно-револьверные автоматы в
универсальном исполнении могут иметь шестипозиционную револьверную головку и поперечные
суппорты.
В
массовом производстве широко применяют многошпиндельные токарные автоматы. Они
являются, как правило, многоинструментальными станками. По числу шпинделей их
можно различать на одно- и многошпиндельные; по расположению шпинделей - на
горизонтальные и вертикальные; по назначению - на универсальные и
специализированные.
Горизонтальные
одношпиндельные токарные полуавтоматы подразделяют на многорезцовые (центровые
и патронные), копировальные и многорезцово-копировальные. На центровых токарных
станках обрабатывают заготовки, устанавливаемые в центрах, когда длина
заготовки в несколько раз больше ее диаметра. На патронных токарных станках в
основном обрабатывают короткие заготовки большого диаметра. Одношпиндельные
токарные полуавтоматы, снабженные магазинным устройством, превращаются в
автоматы.
Токарные
копировальные полуавтоматы служат для изготовления деталей сложной
конфигурации. Заготовки на таких станках обрабатывают одним или несколькими
резцами. При обработке резцы могут перемещаться в продольном и поперечном
направлениях в соответствии с профилем копира или эталонной детали. На
копировальных полуавтоматах обработку можно вести на более высоких скоростях
резания, чем при многорезцовой обработке.
Многошпиндельные
токарные автоматы и полуавтоматы по принципу работы подразделяются на автоматы
(полуавтоматы) параллельного и последовательного действия.
Примеры токарных автоматов и полуавтоматов
Одношпиндельный токарно-револьверный автомат 1Б140
Токарный шестишпиндельный автомат 1Б2656К
Статья подготовлена по материалам сайта www.elektronik-chel.ru
| 



