Резьбу
получают на токарных станках резцами, плашками и другими инструментами, на
сверлильных и расточных станках - метчиками, на резьбофрезерных - дисковыми и
гребенчатыми фрезами, на резьбошлифовальных одно- и многоточными кругами, на
резьбонакатных - роликами и плашками.
При
накатывании резьбы используют метод пластического деформирования материала без
снятия стружки. Заготовка, прокатываясь между круглыми (рис.РЗ.1, а) или
плоскими накатными инструментами, сдавливается, на ней отпечатается необходимая
форма профиля.
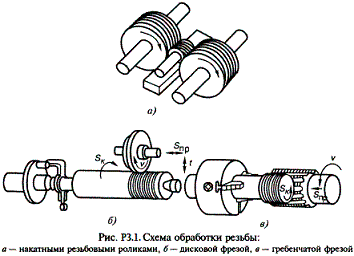
При
фрезеровании (рис.РЗ.2, б, в) инструмент вращается с высокой скоростью (главное
движение резания). Для образования винтовой поверхности необходимо сложное
формообразующее движение. Оно состоит из медленного вращения заготовки
(круговая подача Sк) и согласованного продольного перемещения фрезы
(продольная подача Sпр). На одних станках дисковой продольной фрезой
(рис.РЗ.1, б) нарезают резьбу большого шага и на большой длине (например, на
ходовых винтах). На других станках гребенчатыми фрезами (рис.РЗ.1, в)
обрабатывают сразу по всей длине короткие, мелкие резьбы, причем на части
оборота заготовки происходит радиальное углубление (врезание) в нее инструмента
на высоту профиля. Затем следует один полный оборот заготовки, в процессе
которого каждая нитка фреза полностью нарезает резьбу на длине одного шага
(хода).
При
шлифовании резьбы используют однониточные и многониточные абразивные круги. При
шлифовании резьбы однониточными кругами (рис.РЗ.2, а) его ось вращения
устанавливают под углом к оси вращения заготовки, равным углу подъема винтовой
линии резьбы. Профиль абразивного круга соответствует профилю впадины шлифуемой
длины. Во время обработки круг получает вращательное движение (главное
движение), а заготовка-вращение с круговой подачей и перемещение вдоль своей
оси на шаг резьбы за один оборот заготовки (продольная подача Sп).
Этим способом можно шлифовать резьбы высокой точности, различного профиля и
длины.
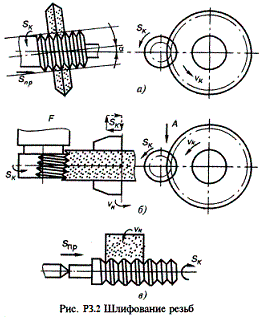
Шлифование
резьб многониточными кругами выполняют с продольной подачей и методом радиально
врезания (врезное шлифование). Оси абразивного круга и заготовки устанавливают
параллельно. Врезное шлифование (рис.РЗ.2, б) применяют для обработки коротких
резьб и деталей с кольцевой нарезкой (резьбовые фрезы). При обработке
вращающийся круг врезается с радиальной подачей Sпр на полную или
установленную глубину профиля резьбы за время 1/2 оборота заготовки, при этом заготовка
за один оборот переместится вдоль своей оси на шаг резьбы. Обработка
завершается за 1,5 оборота заготовки. Ширина круга должна превышать длину
резьбы больше чем на 2 шага. Шлифование резьбы многониточным кругом с
продольной подачей (рис.РЗ.2, в) применяют при шлифовании длинных резьб. Кругу,
установленному на полную глубину профиля резьбы, сообщают главное вращательное
движение, заготовке - вращение с круговой падачей и перемещение с продольно
подачей Sпр на шаг за каждый ее оборот. Первые по движению нитки
круга выполняют предварительное шлифование, а последние - окончательное.
Шлифование
многониточными кругами целесообразно применять для резьб невысокой точности с
шагом до 4 мм.
Так как оси абразивного круга и заготовки расположены параллельно, то при
обработке резьбы получается некоторое искажение профиля резьбы. Для нормальных
резьб с малым углом подъема винтовой линии резьбы это искажение незначительно.
Для шлифования резьб с большим шагом и углом подъема многониточные круги не
применяют.
Резьбошлифовальные
станки по конструктивным признакам различают по средствам настройки для
получения заданного шага резьбы; способу установки на угол подъема винтовой
линии резьбы для получения точного профиля резьбы; видам движения затылования
при шлифовании инструментов с затылованными зубьями. Для получения заданного
шага резьбы столу резьбообрабатывающего станка с заготовкой сообщают продольное
перемещение посредством ходового винта и сменных зубчатых колес (станок
5К822В), сменных ходовых винтов, сменных копиров (без ходовых винтов) и
специальных линеек (без ходовых винтов) станок МВ-13. Установка на угол подъема
винтовой линии фрезы достигается поворотом стола с заготовкой или поворотом
стола шлифовальной бабки или корпуса шлифовального шпинделя.
Пример:
Резьбонарезной полуавтомат 5Д07;
Резьбофрезерный полуавтомат 5Б63;
Резьбонарезной полуавтомат 5994;
Гайконарезной двухшпиндельный автомат 2064.
Статья подготовлена по материалам сайта www.elektronik-chel.ru
| 



